English
English русский
русский Español
Español عربى
عربى
محتوى
- 1 ما هو العجن المطاطي وكيف يتم تنظيمه؟
- 2 غرفة الخلط: قلب العجن المطاطي
- 3 الدوارات: العنصر المميز في تصميم العجن المطاطي
- 4 الكبش الهيدروليكي (الوزن العائم): التحكم في الضغط فوق المركب
- 5 آلية باب التفريغ: إطلاق الدفعة المختلطة
- 6 نظام التحكم في درجة الحرارة: إدارة الحرارة في جميع أنحاء العجن المطاطي
- 7 نظام القيادة: نقل الطاقة إلى الدوارات
- 8 تغذية الحلق ونظام الشحن
- 9 إطار الآلة والمكونات الهيكلية
- 10 نظام التحكم والأجهزة في العجن المطاطية الحديثة
- 11 الاختلافات الهيكلية الرئيسية بين أنواع العجن المطاطية
- 12 تآكل الأجزاء والعناصر الهيكلية الهامة للصيانة
ما هو العجن المطاطي وكيف يتم تنظيمه؟
أ عجن مطاط — يُشار إليه أيضًا بالخلاط الداخلي أو العجن من نوع بانبري — عبارة عن آلة خلط مغلقة وعالية الكثافة تستخدم لتركيب المطاط الخام مع إضافات مثل أسود الكربون والكبريت والمسرعات والملدنات وزيوت المعالجة. على عكس المطاحن المفتوحة، يقوم العجن المطاطي بالخلط داخل غرفة مغلقة، مما يقلل بشكل كبير من فقدان المواد، ويحسن تجانس التشتت، ويسمح بمعالجة المركبات الحساسة لدرجة الحرارة.
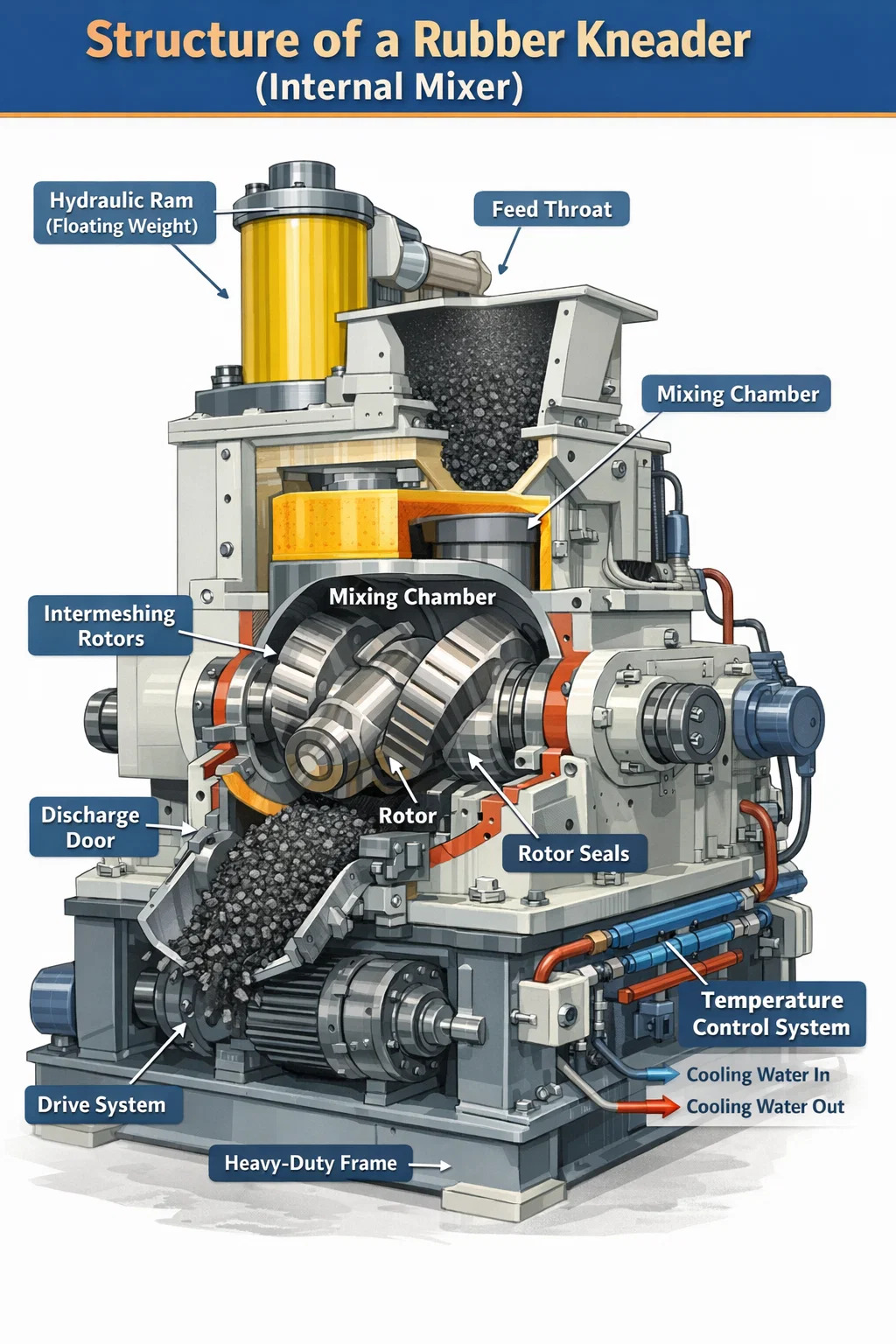
يتكون الهيكل الأساسي للعجان المطاطي من ستة أنظمة أساسية: غرفة الخلط، والدوارات، والمكبس الهيدروليكي (الوزن العائم)، وآلية باب التفريغ، ونظام التحكم في درجة الحرارة، ونظام القيادة. يلعب كل منها دورًا ميكانيكيًا متميزًا، وفهم كيفية تفاعلها يكشف لماذا أصبحت العجن الداخلية هي المعيار الصناعي لمركب المطاط في تصنيع الإطارات، والأختام، والحشيات، والخراطيم، والسلع المطاطية التقنية.
عادة ما يتم تصنيع جسم الآلة نفسه من الفولاذ المصبوب عالي القوة أو صفائح الفولاذ المصنعة، مع تقوية الأسطح الداخلية أو تبطينها بسبائك مقاومة للتآكل لتحمل القوى الميكانيكية الهائلة المتولدة أثناء الخلط - غالبًا ما تتجاوز 500 كيلو نيوتن في الآلات ذات السعة الكبيرة.
غرفة الخلط: قلب العجن المطاطي
غرفة الخلط هي المساحة المغلقة التي تتم فيها جميع عمليات التركيب. وهو عبارة عن تجويف على شكل ثمانية تم تصنيعه بتفاوتات شديدة للغاية، ومصمم لاستيعاب دوارين متعاكسين. الشكل الداخلي للغرفة ليس دائريًا - حيث تم تحديد جدرانها لتكمل هندسة الدوار، مما يضمن طي الكتلة المطاطية بشكل مستمر، وقصها، وإعادة تعريضها لأسطح الدوار.
يعد حجم الغرفة أحد المواصفات الأساسية المستخدمة لتصنيف العجن المطاطية. قد تحتوي الآلات المستخدمة في المختبرات على أحجام غرف صغيرة تصل إلى 0.3 لتر، في حين أن الخلاطات الداخلية المخصصة للإنتاج المستخدمة في مصانع الإطارات يمكن أن تتجاوز 650 لترًا. تتراوح الأحجام الصناعية الشائعة من 20 لترًا إلى 270 لترًا، مع تحديد عوامل التعبئة (نسبة وزن الشحنة المطاطية إلى حجم الحجرة) عادةً بين 0.6 و0.75.
تشتمل جدران الغرفة على شبكة واسعة من قنوات التبريد والتدفئة الداخلية . في آلات العجن المطاطية الحديثة، يتم حفر هذه القنوات مباشرة من خلال جسم الحجرة وتوصيلها بنظام التحكم في درجة الحرارة ذو الحلقة المغلقة. تعد الإدارة الحرارية الدقيقة أمرًا بالغ الأهمية - تعتمد لزوجة المطاط، وكفاءة التشتت، وجودة المركب على الحفاظ على درجة حرارة الدفعة ضمن نافذة محددة، غالبًا ما تتراوح بين 70 درجة مئوية و160 درجة مئوية اعتمادًا على التركيبة.
تنقسم الغرفة إلى نصفين - الجزء العلوي من الجسم والجزء السفلي من الجسم - مثبتين معًا بمسامير. يحتوي النصف السفلي على مفصلة باب التفريغ. يسمح هذا البناء المقسم بالوصول للفحص والتنظيف واستبدال البطانة. تعمل بطانات الغرفة المصنوعة من الفولاذ المقسى (عادةً بقيم صلابة سطحية تبلغ 58-62 HRC) على حماية هيكل الغرفة الهيكلي من مركبات المطاط الكاشطة ويمكن استبدالها بشكل مستقل دون تفكيك الماكينة بأكملها.
الدوارات: العنصر المميز في تصميم العجن المطاطي
الدوارات هي العناصر الميكانيكية التي تقوم فعليًا بأعمال الخلط داخل الحجرة. في العجان المطاطي، يدور دواران في اتجاهين متعاكسين بمعدل سرعة ثابت ، عادةً 1:1.1 أو 1:1.2، مما يؤدي إلى إنشاء سرعة دوارة تفاضلية تولد إجهاد قص شديدًا عند نقطة الارتطام بين الدوارات وبين كل دوار وجدار الحجرة.
تعد هندسة الدوار أحد أكثر الجوانب الهندسية للخلاط الداخلي. هناك ثلاثة أنواع رئيسية من الدوارات المستخدمة في العجن المطاطية الحديثة:
- دوارات ثنائية الجناح (بيضاوية): يتميز التصميم الأصلي بشفرتين حلزونيتين ملتويتين على طول عمود الدوار. تولد هذه قوى قص عالية ومناسبة للمركبات التي يصعب خلطها وأصبغة أسود الكربون والمطاط عالي اللزوجة مثل المطاط الطبيعي (NR) وEPDM. يبلغ الخلوص الطرفي بين جناح الدوار وجدار الحجرة عادةً 2-6 مم.
- دوارات ذات أربعة أجنحة: تم تطويره لتحسين الخلط المشتت والتوزيع في وقت واحد. تعمل الأجنحة الإضافية على زيادة تكرار طي المواد وإعادة توجيهها لكل دورة، مما يسمح بدمج مواد الحشو بشكل أسرع. أصبحت الآن الدوارات ذات الأجنحة الأربعة قياسية في خطوط خلط مركبات الإطارات عالية الإنتاج.
- دوارات ذات ستة أجنحة (أو متعددة الأجنحة): يُستخدم في التطبيقات التي تتطلب تشتت حشو دقيق بشكل استثنائي، مثل مركبات الإطارات القائمة على السيليكا حيث تكون كفاءة اقتران السيلاني أمرًا بالغ الأهمية. تنتج هذه الدوارات خلطًا أكثر لطفًا وتوزيعًا مع درجات حرارة ذروة منخفضة.
أعمدة الدوار مجوفة ومتصلة بنظام التحكم في درجة الحرارة، مما يسمح لسائل التبريد أو البخار بالتدفق عبر الداخل. يعد هذا التبريد الداخلي للدوار ضروريًا في عمليات الخلط عالية السرعة حيث يمكن أن يؤدي توليد الحرارة الاحتكاكية إلى الفلكنة المبكرة (الحروق) للمركب. تتراوح سرعة سطح الدوار في عجنات الإنتاج عادةً من 20 إلى 80 دورة في الدقيقة ، مع بعض الآلات ذات السرعة المتغيرة القادرة على العمل عبر هذا النطاق الكامل ضمن دورة خلط واحدة.
يتم دعم الدوارات من كلا الطرفين بواسطة محامل أسطوانية مضادة للاحتكاك للخدمة الشاقة موجودة في الإطارات الجانبية للماكينة. يجب أن يستوعب ترتيب المحمل كلاً من الأحمال الشعاعية الناتجة عن ضغط مركب المطاط وأحمال الدفع المحورية الناتجة عن أجنحة الدوار الحلزونية. عادةً ما يتم تبريد مجموعات المحامل في العجن الكبيرة بالماء أيضًا، حيث أن حرارة الاحتكاك في مقاعد المحامل قد تؤدي إلى تقليل عمر الخدمة بشكل كبير.
نظام ختم الدوار
عندما تخرج أعمدة الدوار من غرفة الخلط من خلال الجدران الجانبية، يمنع نظام الختم مركب المطاط من التسرب على طول العمود. يعد هذا من الناحية الفنية أحد أكثر المجالات صعوبة في تصميم العجن المطاطي. يجب أن يحتوي الختم على مطاط عند ضغوط تصل إلى 0.5-1.0 ميجا باسكال بينما يدور العمود بسرعة، وكل ذلك عندما يكون الجزء الداخلي للغرفة في درجات حرارة مرتفعة.
تستخدم معظم آلات العجن المطاطية الحديثة أحد ترتيبي الختم:
- أختام متاهة مع تعبئة مطاطية: أ series of machined grooves and ridges create a tortuous path that resists compound flow. Combined with compressed rubber packing rings, this arrangement provides effective sealing for most production compounds. Packing replacement is a routine maintenance task performed every few hundred operating hours.
- أختام الوجه الميكانيكية: يستخدم في الآلات والتطبيقات المتميزة ذات متطلبات التلوث الصارمة. يوفر وجه الختم الدوار المضغوط على مقعد ثابت حاجزًا إيجابيًا. يمكن تبريد هذه الأختام بالهواء أو الماء وتوفر فترات خدمة أطول من الأختام من نوع التعبئة.
الكبش الهيدروليكي (الوزن العائم): التحكم في الضغط فوق المركب
يوجد مباشرة فوق غرفة الخلط الكبش العلوي، والذي يطلق عليه عادةً الوزن العائم أو الكبش الهيدروليكي. إنها عبارة عن كتلة صلبة من الفولاذ أو الحديد المرن تم تشكيلها لتناسب داخل حلق التغذية في الغرفة. وتتمثل وظيفتها في إغلاق الجزء العلوي من غرفة الخلط بعد تحميل المواد وتطبيق الضغط الهبوطي على الدفعة المطاطية أثناء الخلط.
يعد ضغط الكبش أحد أهم متغيرات العملية في تشغيل العجن المطاطي. يجبر الضغط المرتفع مركب المطاط على الاتصال بشكل أوثق مع الدوارات، مما يزيد من كثافة القص ويحسن التشتت. ومع ذلك، فإن الضغط الزائد يؤدي إلى تسريع تآكل الجزء الدوار وبطانة الغرفة. يتراوح ضغط الكباس في آلات الإنتاج عادة من 0.2 إلى 0.8 ميجا باسكال، ويتم تطبيقه عبر أسطوانة هيدروليكية مثبتة فوق حلق التغذية.
يتم توجيه الكبش بواسطة أسطوانة حلقية عمودية - وهو ممر مُجهز بدقة يحافظ على الكبس في المنتصف ويمنع الحركة الجانبية تحت الضغط المركب. يمنع ختم الغبار الموجود أسفل الحلق المطاط من الانتقال إلى أعلى حول جسم الكبش. غالبًا ما يتم قلب المكبس نفسه وتوصيله بدائرة مياه التبريد لإدارة امتصاص الحرارة من المطاط الموجود بالأسفل.
يتم تركيب الأسطوانة الهيدروليكية التي تقوم بتشغيل المكبس على إطار محوري أعلى جسم الماكينة، مما يسمح لها بالتأرجح بشكل واضح عند فتح غطاء حلقة التغذية للشحن. في خطوط الإنتاج الآلية، يتم التحكم في دورة الكبش من خلال برنامج الخلط - فهي ترتفع تلقائيًا عندما يفتح باب التفريغ لتحرير الدفعة، وتنخفض وتغلق فورًا بعد تحميل الشحنة التالية.
في بعض تصميمات العجن المطاطية الأحدث، وخاصة تلك المستخدمة في تركيب السيليكا والسيلان، يتم تعديل ضغط الكبش ديناميكيًا أثناء دورة الخلط - مما يقلل الضغط مؤقتًا أثناء مرحلة تفاعل السيلان لمنع ارتفاع درجة الحرارة، ثم زيادته مرة أخرى للتشتت النهائي. وهذا يتطلب نظام صمام هيدروليكي تناسبي متكامل مع وحدة التحكم في الماكينة.
آلية باب التفريغ: إطلاق الدفعة المختلطة
يشكل باب التفريغ الجزء السفلي من غرفة الخلط. عند اكتمال الخلط، يفتح هذا الباب للأسفل (أو يتأرجح إلى جانب واحد، اعتمادًا على التصميم) لتحرير الدفعة المطاطية النهائية عن طريق الجاذبية إلى جهاز أسفل - عادةً طاحونة مفتوحة، أو طارد مزدوج اللولب، أو ناقل تبريد الدفعة.
يتم تشغيل الباب بواسطة أسطوانة هيدروليكية، ويجب أن تتحمل آلية القفل الخاصة به ضغط الحجرة الداخلية بالكامل أثناء الخلط دون انحراف. حتى ثني الباب البسيط يمكن أن يسمح للمطاط بالانبثاق إلى منطقة ختم الباب، مما يؤدي إلى تسريع التآكل والتسبب في التلوث. تستخدم العجنات المطاطية عالية الجودة مسامير قفل متعددة أو آلية قفل الكامة التي توزع قوة التثبيت بالتساوي عبر محيط الباب.
عادةً ما يتم تغطية وجه الباب (السطح الذي يتصل بالمركب المطاطي) بلوحة تآكل صلبة، يمكن استبدالها بشكل مستقل. يشتمل جسم الباب على قنوات تبريد متصلة بنفس الدائرة مثل جدران الغرفة. يتم تشغيل حلقة مانعة للتسرب مطاطية أو مطاطية حول محيط الباب لمنع تسرب المركب في واجهة الحجرة/الباب - وهذا الختم هو عنصر مستهلك يتم استبداله أثناء الصيانة المجدولة.
يعد وقت فتح باب التفريغ أحد معلمات العملية - حيث يؤدي الفتح الأسرع إلى تقليل الوقت الذي يتعرض فيه المركب للحرارة بعد خلط الأطراف، وهو أمر بالغ الأهمية بالنسبة للمركبات الحساسة لدرجة الحرارة التي تحتوي على عوامل الفلكنة المشتتة مسبقًا. في خطوط الإنتاج عالية السرعة، يتم الانتهاء من فتح الباب وإسقاط الدفعة خلال 3-5 ثوانٍ للحفاظ على الإنتاجية.
نظام التحكم في درجة الحرارة: إدارة الحرارة في جميع أنحاء العجن المطاطي
إدارة درجة الحرارة ليست اختيارية في تشغيل العجن المطاطي - فهي متطلب أساسي لجودة المركب وتكرار العملية. يشتمل نظام التحكم في درجة الحرارة على ثلاث مناطق للتبادل الحراري: جدران الغرفة، وأجسام الدوار، والمكبس. يمكن التحكم في كل منطقة بشكل مستقل.
تستخدم معظم آلات العجن المطاطية وحدة التحكم في درجة حرارة الماء ذات الحلقة المغلقة (TCU) والتي تعمل على توزيع الماء المقسى عبر المناطق الثلاث. يمكن لوحدة TCU تسخين المياه باستخدام السخانات الكهربائية أو حقن البخار وتبريدها باستخدام مبادل حراري متصل بإمدادات المياه المبردة بالمنشأة. تختلف درجات حرارة الماء المستهدفة حسب مرحلة العملية:
- مرحلة ما قبل التسخين: 60-90 درجة مئوية من الماء للوصول بالغرفة إلى درجة حرارة التشغيل قبل الدفعة الأولى من الوردية
- مرحلة الخلط: 20-40 درجة مئوية ماء تبريد لامتصاص حرارة الاحتكاك ومنع ارتفاع درجة حرارة المركب
- مرحلة التنظيف: الماء الساخن أو البخار لتليين المركب المتبقي لتسهيل إزالته
تتم مراقبة درجة حرارة المركب بواسطة المزدوجات الحرارية أو أجهزة استشعار الأشعة تحت الحمراء المثبتة في جدار الغرفة. ردود فعل درجة الحرارة المركبة في الوقت الحقيقي يتم استخدامه بواسطة نظام التحكم في الماكينة لضبط سرعة الدوار وضغط الكبش ومعدل تدفق سائل التبريد للحفاظ على الدفعة ضمن المواصفات. في بعض أنظمة العجن المطاطية المتقدمة، يتم إنهاء الخلط تلقائيًا عندما تصل درجة حرارة المركب إلى نقطة محددة وليس بعد دورة زمنية محددة - وهذا ما يسمى بالتفريغ الذي يتم التحكم في درجة حرارته يكون أكثر اتساقًا من التفريغ الذي يتم التحكم فيه بالوقت ويقلل من التباين من دفعة إلى أخرى.
تفاصيل دائرة تبريد الدوار والغرفة
داخل كل دوار مجوف، تتبع دائرة المبرد عادةً نمطًا حلزونيًا أو تجويفًا يزيد من مساحة التلامس السطحي. تقوم الاتحادات الدوارة (وتسمى أيضًا الوصلات الدوارة) الموجودة في نهايات عمود الدوار بتوصيل أنابيب إمداد سائل التبريد الثابتة بالجزء الداخلي للدوار دون تسرب. هذه مكونات دقيقة تتطلب فحصًا واستبدالًا دوريًا بسبب تآكل موانع التسرب الداخلية.
يتم حفر قنوات تبريد جدار الغرفة بنمط متعرج من خلال كتلة الغرفة، عادة على مسافة 30-50 مم من المركز إلى المركز. تم تصميم معدل تدفق سائل التبريد عبر هذه القنوات لتحقيق قدرة إزالة الحرارة الكافية للطاقة المقدرة للماكينة - بالنسبة للعجان سعة 270 لترًا المزود بمحرك بقدرة 2000 كيلووات، يجب أن يكون نظام التبريد قادرًا على إزالة ما لا يقل عن 1.5-2.0 ميجاوات من الطاقة الحرارية بشكل مستمر.
نظام القيادة: نقل الطاقة إلى الدوارات
يتكون نظام القيادة للعجان المطاطي من المحرك الكهربائي، ومخفض السرعة (علبة التروس)، وترتيب التروس الذي يدفع الدوارين. نظرًا لأن الدوارات يجب أن تدور بمعدل سرعة ثابت بالنسبة لبعضها البعض، فإنها تقترن من خلال مجموعة تروس متشابكة - تروس التوقيت - والتي تضمن التزامن بغض النظر عن اختلافات الحمل.
محرك الدفع الرئيسي هو في الغالب محرك تحريضي يعمل بالتيار المتردد مع تحكم في محرك التردد المتغير (VFD) في الآلات الحديثة. تعد القدرة على السرعة المتغيرة أمرًا ضروريًا لتحسين الخلط في مراحل مختلفة من الدورة المركبة - على سبيل المثال، التشغيل بسرعة منخفضة أثناء الانهيار الأولي للرزمة لتجنب التحميل الزائد على المحرك، ثم التسريع إلى السرعة القصوى لدمج الحشو. قوة المحرك في إنتاج موازين العجن المطاطية مع حجم الغرفة:
| حجم الغرفة (لتر) | قوة المحرك النموذجية (كيلوواط) | نطاق سرعة الدوار (دورة في الدقيقة) | التطبيق المشترك |
|---|---|---|---|
| 20-40 | 110-250 | 20-60 | دفعة صغيرة، مركبات متخصصة |
| 75-120 | 500-900 | 20-70 | الإطارات متوسطة الحجم والمطاط الصناعي |
| 200-270 | 1500-2500 | 20-80 | مضاعفة مداس الإطارات ذات الحجم الكبير |
| 400-650 | 3000-5000 | 15-60 | إنتاج الأصبغة الرئيسية للإطارات على نطاق واسع |
يقوم صندوق التروس (مخفض السرعة) بخفض سرعة المحرك إلى سرعة تشغيل الدوار مع مضاعفة عزم الدوران. في العجان المطاطي، يجب أن يتعامل صندوق التروس مع عزم دوران مرتفع للغاية - بالنسبة لمحرك بقدرة 2000 كيلووات يقوم بتشغيل الدوارات بسرعة 40 دورة في الدقيقة، يمكن أن يتجاوز عزم الدوران عند عمود الدوار 500000 نيوتن متر. عادة ما يكون صندوق التروس عبارة عن عمود متوازي أو ترتيب زاوية قائمة مع تروس حلزونية مكربنة وأرضية، موضوعة في حديد الزهر القوي أو غلاف فولاذي مُصنع مع تشحيم التغذية القسرية.
أ flexible coupling between the motor and gearbox absorbs shock loads during bale breakdown — the impact when a rotor strikes a cold rubber bale can cause instantaneous torque spikes two to three times the rated operating torque. Without a flexible coupling, these spikes would be transmitted directly to the gearbox and motor shaft, causing premature fatigue failure.
تغذية الحلق ونظام الشحن
إن حلق التغذية هو الممر الرأسي فوق غرفة الخلط الذي يتم من خلاله تحميل المطاط والمواد المضافة. في التشغيل اليدوي، يتم إسقاط بالات المطاط والمواد المضافة الموزونة في الحلق بواسطة المشغلين أو الناقل. في خطوط التركيب الآلية، يتم تجهيز حنجرة التغذية بصينية قلب أو جهاز مساعدة بمكبس هوائي لدفع المواد إلى الأسفل داخل الحجرة ضد مقاومة الدوارات.
تم تصميم أبعاد فتحة الحلق لقبول أحجام البالات المطاطية القياسية - عادةً ما يكون للعجان سعة 270 لترًا فتحة الحلق حوالي 600 مم × 400 مم. غطاء أو غطاء غبار محوري يغلق الحلق بعد الشحن لاحتواء الغبار والأبخرة أثناء الخلط. تشتمل بعض الآلات أيضًا على منفذ لاستخراج الدخان في غطاء الحلق متصل بنظام تهوية مركزي - وهذا مهم بشكل خاص عند خلط المركبات التي تحتوي على أسود الكربون أو الكبريت أو زيوت المعالجة المتطايرة.
غالبًا ما يتم حقن المكونات السائلة - للزيوت المعالجة، أو السيلان السائل، أو الإضافات الخاصة - عبر منافذ مثبتة مباشرة في جدار الحجرة أو من خلال جسم الكبش. يجب تصميم فوهات الحقن هذه لتحمل ضغط الغرفة ودرجة حرارتها مع توفير أحجام محددة بدقة، ويتم التحكم فيها عادةً بواسطة أنظمة جرعات مضخة تروس مدمجة مع برنامج الخلط.
إطار الآلة والمكونات الهيكلية
يتم تركيب مجموعة العجن المطاطية بالكامل على إطار قاعدة هيكلية ثقيلة مصنوعة من ألواح فولاذية سميكة أو مصبوبات. يمتص هذا الإطار قوى التفاعل الناتجة عن عملية الخلط وينقلها إلى الأساس. القوى المستخدمة كبيرة - حيث يولد عجان الإنتاج الكبير قوى فصل الدوار (القوة التي تدفع الدوارات بعيدًا عن بعضها البعض بسبب الضغط المطاطي) والتي يمكن أن تصل إلى عدة مئات من الكيلو نيوتن أثناء أحمال الخلط القصوى.
يحمل الإطاران الجانبيان، أحدهما على كل جانب من جوانب غرفة الخلط، محامل الدوار ويوفر الاتصال الهيكلي بين الغرفة والقاعدة. غالبًا ما تكون هذه هي المكونات الأكثر إجهادًا في الماكينة ويتم تصنيعها من الحديد الزهر العقدي أو الفولاذ المُصنع ثقيل الحجم مع نصف قطر شرائح كبير لتقليل تركيز الضغط.
تعد حوامل عزل الاهتزاز بين إطار قاعدة العجن وأساس المبنى قياسية في التركيبات الحديثة. يولد العجن المطاطي الكبير المحمل بالكامل أثناء تحلل البالات اهتزازات كبيرة - بدون عزل، يمكن أن ينتقل هذا إلى هيكل المبنى ويؤثر على الأجهزة القريبة أو يتسبب في تشقق الكلال في مسامير التثبيت بمرور الوقت.
نظام التحكم والأجهزة في العجن المطاطية الحديثة
تم تجهيز العجنات المطاطية المعاصرة بأنظمة تحكم تعتمد على PLC والتي تدير دورة الخلط بأكملها تلقائيًا. يقوم نظام التحكم بمراقبة وتسجيل التدفق المستمر لبيانات العملية:
- درجة حرارة المركب (يتم قياسها عن طريق المزدوج الحراري لجدار الغرفة أو البيرومتر بالأشعة تحت الحمراء الموجه نحو المركب من خلال منفذ رؤية)
- سرعة الدوار (دورة في الدقيقة)، قابلة للتعديل بشكل مستمر بواسطة VFD
- سحب تيار المحرك، والذي يتناسب مع لزوجة المركب ويعمل كمقياس غير مباشر لخلط مدخلات الطاقة
- مدخلات الطاقة المحددة (كيلوواط ساعة/كجم)، المتراكمة طوال دورة الخلط
- موقف رام والضغط
- درجات حرارة مدخل ومخرج سائل التبريد لكل منطقة تبريد
- وضعية باب التفريغ (مفتوح/مغلق)
يمكن القول إن مدخلات الطاقة المحددة هي المؤشر الأكثر موثوقية لاكتمال الخلط بالنسبة للعديد من مركبات المطاط، يرتبط تشتت أسود الكربون، على سبيل المثال، ارتباطًا وثيقًا بمدخل الطاقة التراكمية لكل كيلوغرام من المركب، وليس بالوقت وحده. تسمح أدوات التحكم الحديثة في العجن المطاطي بتحديد برامج الخلط من خلال نقطة نهاية الطاقة بدلاً من نقطة نهاية الوقت، والتي تعوض تلقائيًا الاختلافات في لزوجة المواد الخام بين الدُفعات.
أll batch data is logged to a database for quality traceability. Integration with Manufacturing Execution Systems (MES) allows each batch record to be linked to raw material lot numbers, operator ID, and downstream compound test results, enabling root-cause analysis when quality deviations occur.
الاختلافات الهيكلية الرئيسية بين أنواع العجن المطاطية
لا تشترك جميع آلات العجن المطاطية في تكوينات هيكلية متطابقة. توجد العديد من الاختلافات في التصميم لتلبية متطلبات الإنتاج المختلفة:
عرضية مقابل العجن الدوارة المتداخلة
في العجن الدوار العرضي (تصميم بانبري الكلاسيكي)، يدور الدواران في مسارات دائرية منفصلة مماسة لبعضهما البعض - أجنحة الدوار لا تتشابك. يؤدي ذلك إلى إنشاء منطقة خلط كبيرة بين الدوارات حيث يحدث قص مكثف، مما يجعل العجن العرضية فعالة للغاية في الخلط المشتت لمواد الحشو المعززة. تستخدم غالبية الخلاطات الداخلية للإنتاج في جميع أنحاء العالم دوارات عرضية.
في العجن الدوار المتداخل (مثل سلسلة GK بواسطة HF Mixing أو السلسلة F بواسطة Farrel Pomini)، يتم وضع الدوارات بالقرب من بعضها البعض وتتداخل أجنحتها وتتشابك أثناء دورانها - يشبه من حيث المفهوم الطارد المزدوج اللولب ولكن مع رحلات طيران أقصر بكثير وأكثر سمكًا. يولد هذا التصميم نمط تدفق مختلفًا بشكل واضح، مما ينتج عنه خلط توزيعي أفضل ودرجات حرارة منخفضة للمركب، على حساب كثافة خلط تشتت أقل إلى حد ما. يُفضل استخدام أدوات العجن المتداخلة لمطاط السيليكون الحساس للحرارة، والمطاط الفلوروي، والمركبات التي يكون فيها التحكم في درجة الحرارة أمرًا بالغ الأهمية.
عجانات التفريغ مقلوبة (مقلوبة).
بعض تصميمات العجن المطاطي - خاصة تلك المستخدمة في خطوط المعالجة المستمرة أو شبه المستمرة - لا يتم تفريغها من خلال الباب السفلي ولكن عن طريق إمالة مجموعة حجرة الخلط بأكملها بحيث تكون فتحة الحجرة متجهة للأسفل ويسقط المركب. يسمح تصميم التفريغ المقلوب هذا بتحرير الدفعة بشكل أسرع وتكامل أسهل مع معدات المعالجة النهائية الموجودة مباشرة أسفل العجن. التأثير الهيكلي هو إطار آلة أكثر تعقيدًا مع آلية إمالة ونظام قفل هيدروليكي.
العجانات المفتوحة من الأعلى (Sigma Blade) مقابل العجانات المغلقة من نوع Banbury
تجدر الإشارة إلى أنه في بعض سياقات الصناعة، يشير مصطلح "العجن المطاطي" أيضًا إلى ماكينات العجن ذات الشفرات Z أو شفرات سيجما - وهي آلات مفتوحة من الأعلى على شكل حوض مع شفرتين سيجما أو على شكل حرف Z تدوران بشكل عكسي. وهي مختلفة تمامًا من الناحية الهيكلية عن الخلاط الداخلي المغلق الموصوف في هذه المقالة. تفتقر آلات العجن ذات الشفرة سيجما إلى الكبش ونظام الختم، وتعمل عند الضغط الجوي، وتستخدم بشكل أكثر شيوعًا لمركبات مطاط السيليكون، واللدائن المرنة بالحرارة، والتحضير اللاصق بدلاً من مركبات المطاط عالية الحشو.
تآكل الأجزاء والعناصر الهيكلية الهامة للصيانة
إن فهم هيكل العجن المطاطي يعني أيضًا معرفة المكونات التي تتآكل وتتطلب استبدالًا دوريًا. عناصر التآكل الرئيسية هي:
- نصائح الدوار: تواجه أطراف الجناح أعلى ضغط تلامس مع جدار الغرفة. في بعض التصميمات، يتم بناء أطراف الدوار بطبقة لحام صلبة يمكن إعادة تطبيقها في الموقع. وفي حالات أخرى، يتم استبدال الدوار بالكامل عندما يتجاوز تآكل الطرف التسامح - عادةً عندما يزيد الخلوص من الطرف إلى الجدار من قيمته التصميمية (2-5 مم) إلى أكثر من 8-10 مم، وعند هذه النقطة تنخفض كفاءة الخلط بشكل قابل للقياس.
- بطانات الغرفة: إن أقسام بطانة الجدار عبارة عن ألواح تآكل قابلة للاستبدال، يبلغ سمكها عادة 30-50 مم، ويتم تثبيتها بمسامير أو تركيبها بشكل متقلص في جسم الحجرة. تتراوح فترة الخدمة من بضعة أشهر في تطبيقات المركبات الكاشطة إلى عدة سنوات في الخدمة الخفيفة.
- أختام نهاية الدوار (التعبئة): يتم استبداله كل 300-1000 ساعة تشغيل حسب نوع المركب وسرعة الدوار. يؤدي تأجيل استبدال التغليف إلى تلوث مركب لمنطقة المحمل وتآكل المحمل بشكل كبير.
- ختم باب التفريغ: يتم استبدال الختم المحيطي المطاطي الموجود على باب التفريغ أثناء عمليات إيقاف التشغيل المجدولة، عادةً كل 3 إلى 6 أشهر في الإنتاج المستمر.
- الاتحادات الدوارة على دوائر تبريد الدوار: يتم فحصها وإعادة بنائها سنويًا في معظم المنشآت، حيث أن تآكل السدادات في هذه المكونات يمكن أن يتسبب في دخول سائل التبريد إلى مبيتات المحامل.
عادةً ما يتم تنظيم فترات الصيانة المخططة لآلات العجن المطاطية في منشآت إنتاج الإطارات حول نوبات إنتاج مدتها 8 ساعات، مع إجراء عمليات فحص بسيطة في كل نوبة عمل، وفحوصات متوسطة أسبوعيًا، وإجراء إصلاحات كبرى سنويًا أو كل 5000 إلى 8000 ساعة تشغيل. يمكن للعجان المطاطي الذي يتم صيانته جيدًا والذي تبلغ سعته 270 لترًا أن يحقق توفرًا ميكانيكيًا يتجاوز 95% في التشغيل المستمر بثلاث نوبات.